

Die rotierenden Reitstöcke können während des Drehens Temperaturen von mehr als 60 °C erreichen.
Die rotierenden Reitstöcke werden mit einem internen Dauerfett-Schmiersystem sowie mit speziellen Dichtungen hergestellt, die das Eindringen von Spänen, Staub oder Kühlfl üssigkeit ausschließen. Während der ersten Betriebsstunden ist ein leichter Fettaustritt normal. Im Allgemeinen ist keine Wartung erforderlich, eine regelmäßige Überholung wird jedoch empfohlen.
Nach längerer Nichtbenutzung eines Reitstocks empfi ehlt es sich, den Betrieb zunächst für einige Minuten bei geringer Drehzahl zu starten, um dem Fett im Innern seine Schmierfunktion wiedererlangen zu lassen.
Zur Gewährleistung einer längeren Lebensdauer der rotierenden Reitstöcke empfi ehlt sich eine regelmäßige Überholung, je nach den verschiedenen Modellen:
Anzeichen dafür, dass das Werkzeug eine Überholung erfordert:
Es sollten unbedingt Originalersatzteile verwendet werden.
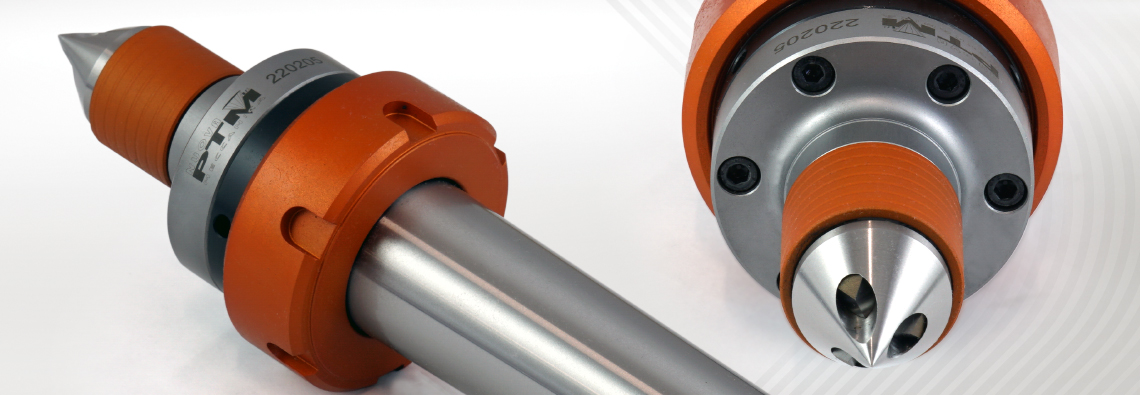
Bei intensiven Bearbeitungen (hohen Lasten) empfi ehlt sich die Verwendung von Reitstöcken mit Abziehnutmutter, deren Aufgabe es ist, das Werkzeug zu versteifen und Biegungen oder Vibrationen zu vermeiden.
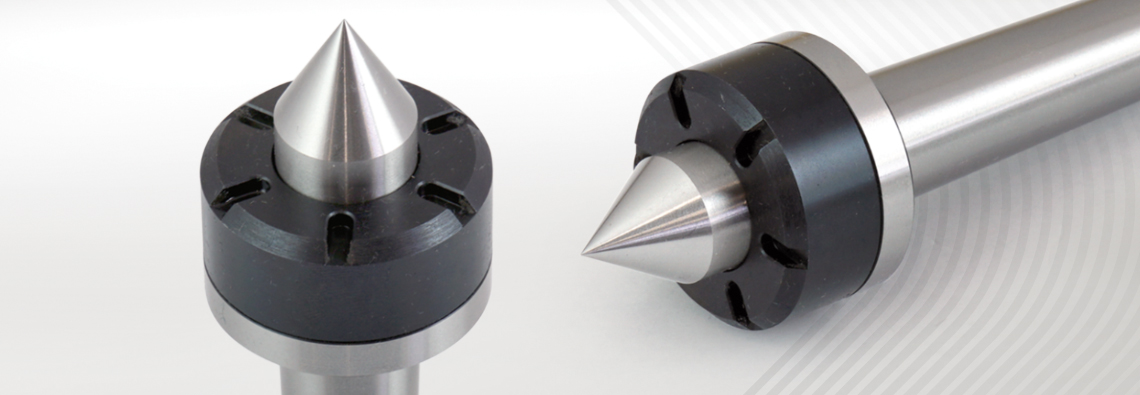
Unsere Serie rotierender Reitstöcke mit Zentrierpitzenträgerwelle kann jeden austauschbaren Zentrierspitzentyp aufnehmen (siehe Katalog). Die Auswechselung erfolgt schnell mit dem eigens vorgesehenen Werkzeug. Reinigen Sie vor dem Einsetzen einer neuen Spitze sorgfältig Sitz und Kopplungsoberfl äche.
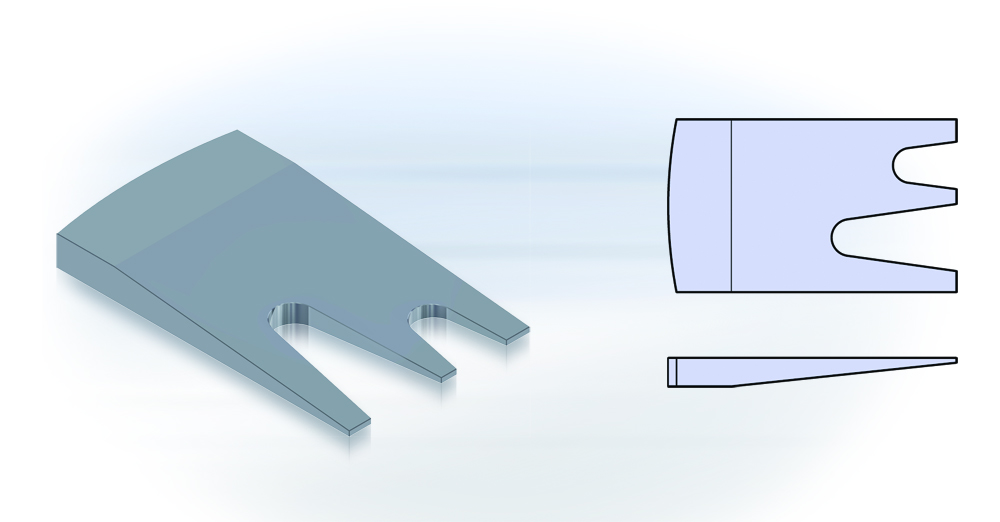
Keil zum Abziehen der Spitzen - Cod. 20001
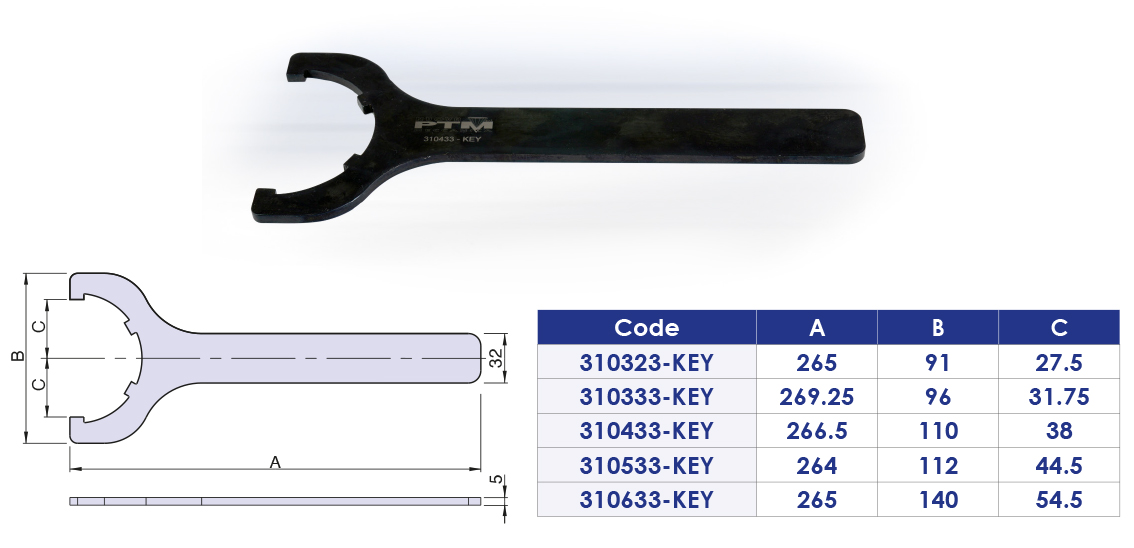
Hakensclüssel
|
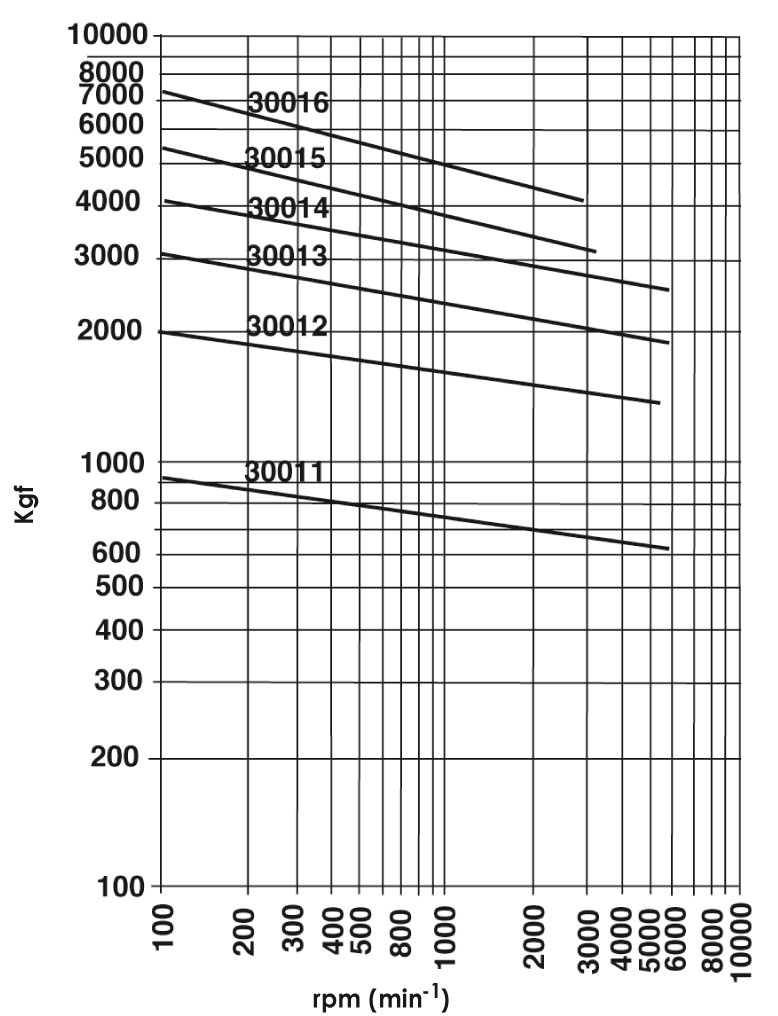
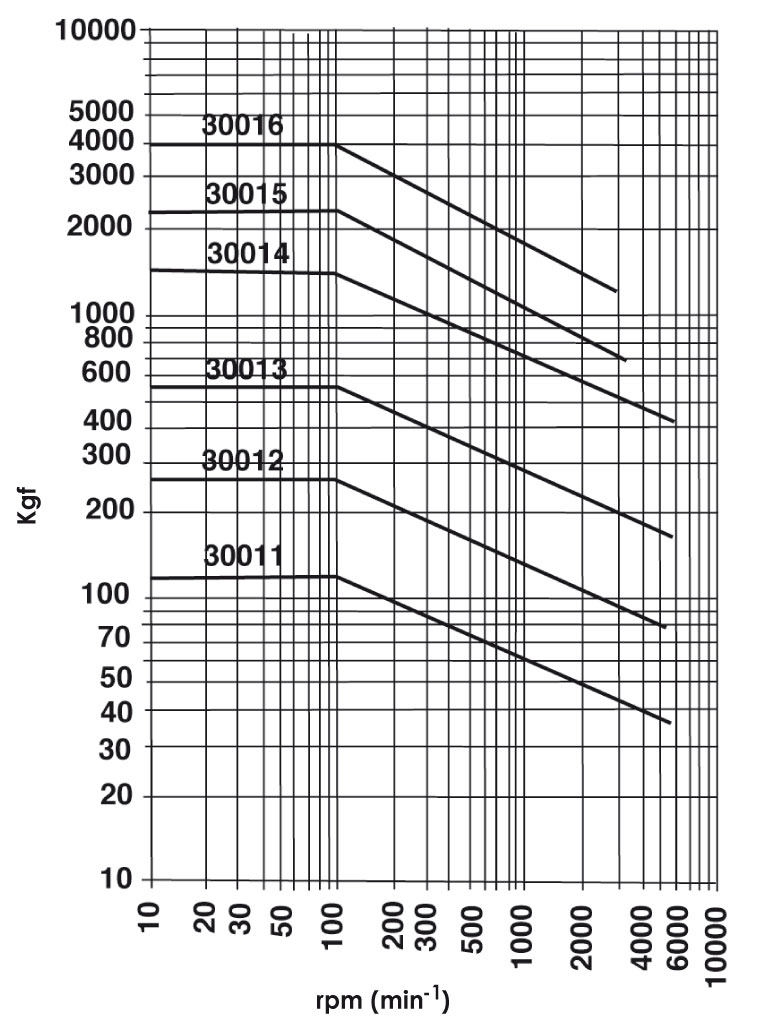
Radiale Belastung
|
Axiale Belastung
|
UNI 521
CM = Morsekegel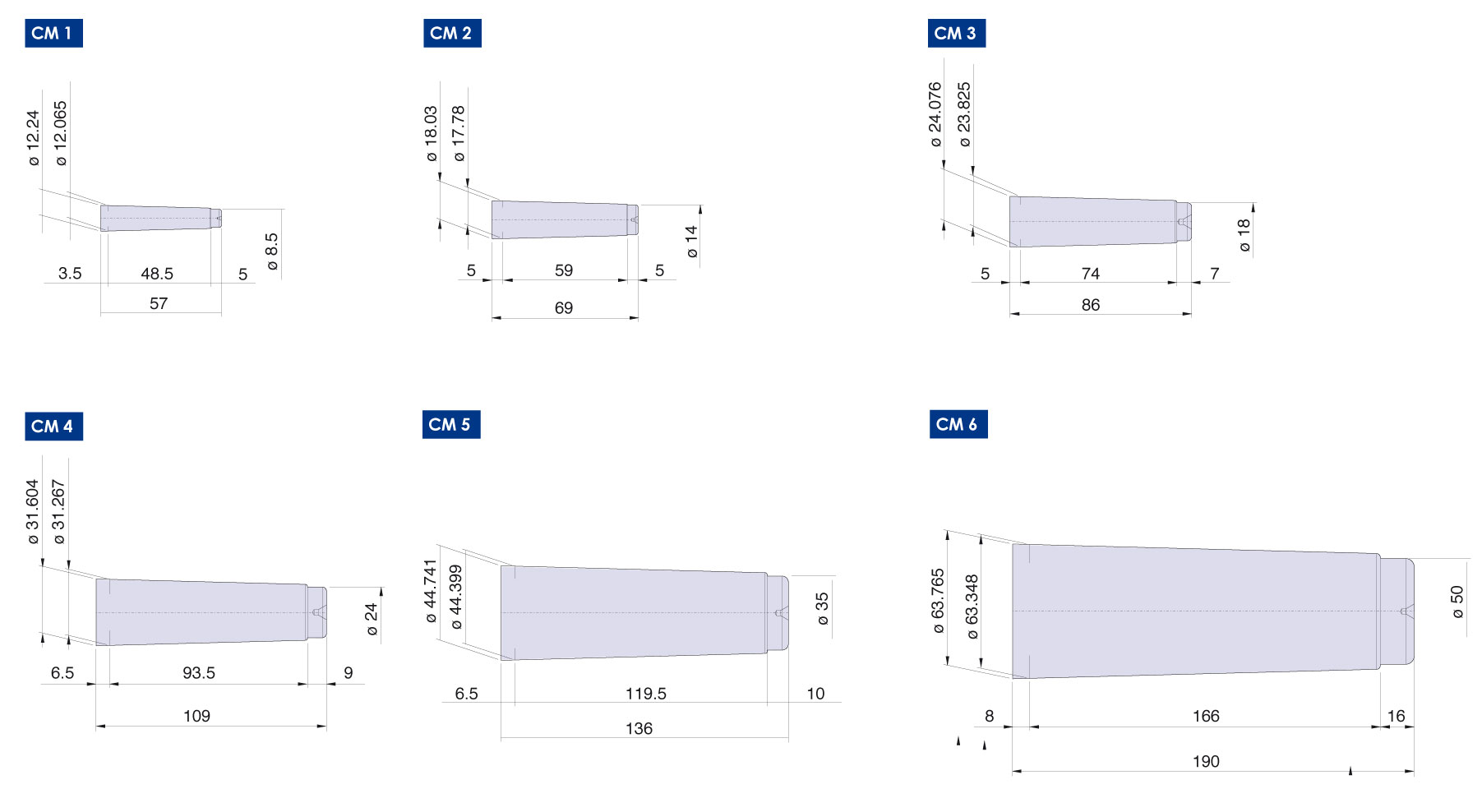
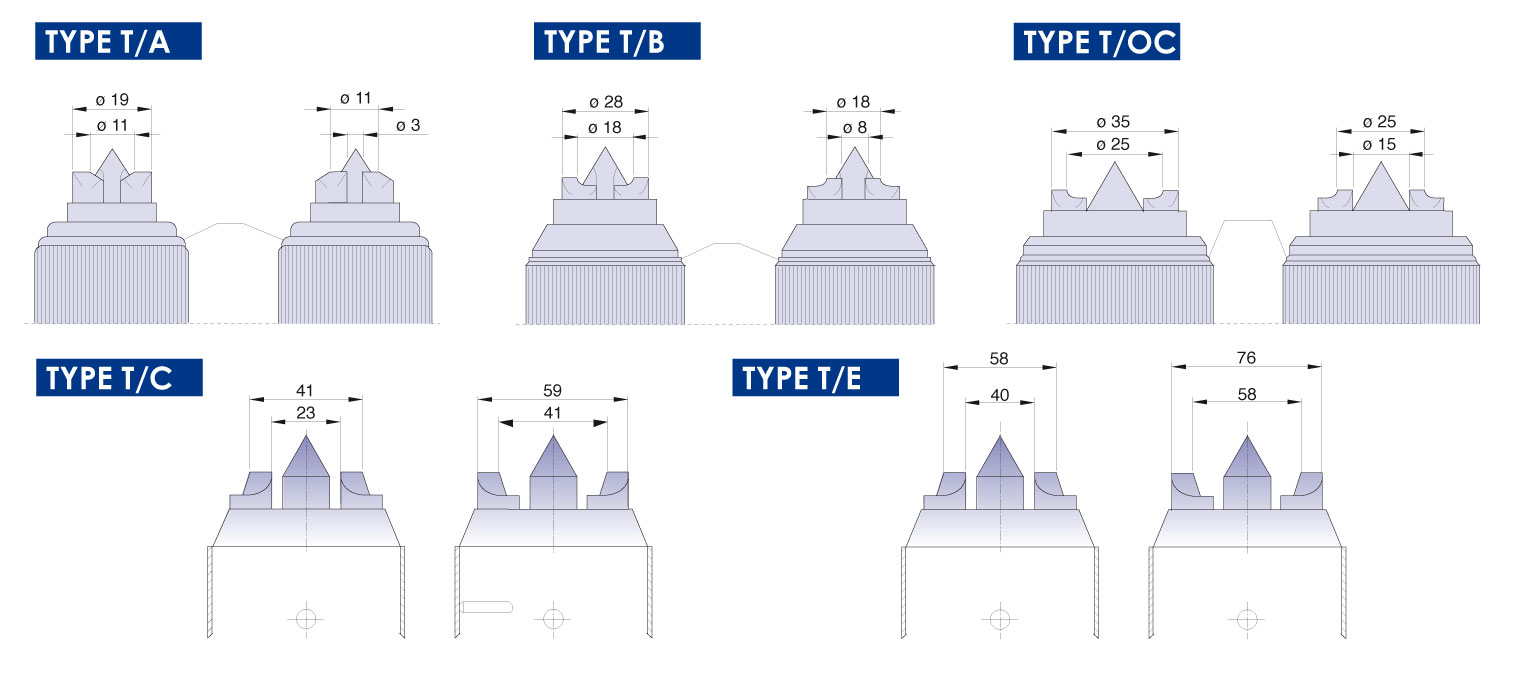
Für den einwandfreien Betrieb des Mitnehmers sowie für den optimalen Halt am Werkstück ist das beigefügte Schema einzuhalten.
Typ T/A
Für einen Arbeitsbereich von Ø 11 bis Ø 5
Für einen Arbeitsbereich von Ø 30 bis Ø 11
Typ T/B
Für einen Arbeitsbereich von Ø 28 bis Ø 18
Für einen Arbeitsbereich von Ø 40 bis Ø 28
Typ T/OC
Für einen Arbeitsbereich von Ø 25 bis Ø 35
Für einen Arbeitsbereich von Ø 35 bis Ø 60
Typ T/C
Für einen Arbeitsbereich von Ø 41 bis Ø 59
Für einen Arbeitsbereich von Ø 59 bis Ø 110
Typ T/E
Für einen Arbeitsbereich von Ø 58 bis Ø 76
Für einen Arbeitsbereich von Ø 76 bis Ø 130
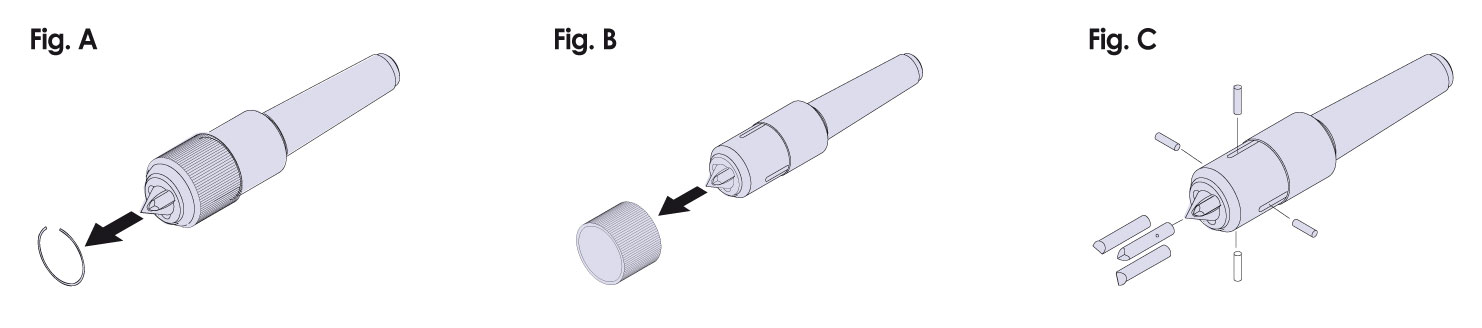
Zum Erhalt der oben angegebenen Werte entfernen Sie den Sicherungsring und ziehen den gerändelten Beutel ab (Abb. A-B). Ziehen Sie Stifte und Mitnahmebolzen ab (Abb. C). Drehen Sie die Mitnahmebolzen selbst, gemäß dem gewünschten Schema und montieren Sie alles wieder, wobei Sie die Gleitlager möglichst mit Hitzeschutzfett einschmieren.
Der Arbeitsbereich der Stirnseitenmitnehmer liegt je nach Modell und verwendeten Mitnahmebolzen zwischen Ø 5 mm und Ø 110 mm.
Bei Verschleiß können die Mitnahmebolzen zur Wiederverwendung um 180° gedreht werden (siehe Katalog). Diese Drehung kann jedoch je nach Durchmesser des Arbeitsbereiches anders bemessen sein.
Der Zeitraum zwischen den Wartungseingriffen mit der eventuellen Auswechselung der Mitnahmebolzen hängt von der Verwendung des Mitnehmers und des bearbeiteten Materials ab.
Es ist möglich, einen Mitnahmebolzen um maximal 2 mm unter seiner Ausgangsgröße zu schleifen.
Bei unseren Modellen sind die Stirnseitenmitnehmer mit einer gefederten Mittelspitze ausgestattet. Die Auswechselung ist einfach und erfordert keine speziellen Ausrüstungen. Es reicht aus, die Spitze mit den Fingern zu ergreifen und aus dem Sitz treten zu lassen. Der Eingriff kann auch bei in der Maschine montierter Ausrüstung durchgeführt werden.
Regulieren Sie auf keinen Fall den hinteren Federvorspannungsstopfen.
Wenn sich die Spitze während des Betriebs zu stark erwärmt:
Wenn die Spitze während des Betriebs blockiert:
Gehen Sie auf unsere Dienstleistungen für die Unterstützung und Wartung »